forjado Bilatu forjado testuinguru gehiagotan
| eu testuak | es testuak |
| Ez da zertan forja zulatu eta, ondorioz, abantaila gehigarri batzuk ditu: ez da inolako tresnarik erabili behar, egitura-elementuen erresistentzia murriztea saihesten da eta abar. | No es necesario realizar ningún tipo de taladro en el forjado, lo que se traduce en varias ventajas añadidas, como es el no empleo de herramientas, se evita la reducción de resistencia de los elementos estructurales, etc. |
Materiala: Segurtasun praktikoa eraikuntza-obretan |
|
| Jarraian, forja inklinatuetarako perimetro-babesa muntatzeko prozesua azalduko dugu; forjaren mekanoa muntatu aurretik egin behar da. | A continuación vamos a desarrollar el proceso de montaje de la protección perimetral de un forjado inclinado, que vamos a ejecutar "antes" de comenzar a montar el mecano del forjado. |
Materiala: Segurtasun praktikoa eraikuntza-obretan |
|
| Sistema honen bidez, forja lauak, inklinatuak eta atzeraemanak gauzatu daitezke izan ere, modu horretara, altueratik erortzea saihesten daforjaren gauzatze-faseek dirauten artean nahiz iragazgaiztean, teilak jartzean eta abar . | Vamos a ver como con este sistema soluciona la ejecución de forjados planos, inclinados y retranqueos, ya que evitamos la caída a distinto nivel durante todas las fases de ejecución del forjado y su posterior impermeabilización, colocación de teja, etc. |
Materiala: Segurtasun praktikoa eraikuntza-obretan |
|
| Gogoratu beharra dago teila jartzeko lanek dirauten artean kendu egiten direla ertzak babesteko sistema horiek; izan ere, forjaren kanpoalderantz irteten denez, babes-barandak molestatu egiten du gehienetan. | Recordemos que los sistemas de protección de borde durante la colocación de la teja generalmente han de ser retirados durante estos trabajos, pues la misma, al volar fuera del forjado provoca que la barandilla de protección moleste en la mayoría de los casos. |
Materiala: Segurtasun praktikoa eraikuntza-obretan |
|
| Horrela, lan-gainazalaren azpian instalatzen da sistema, forja muntatzeko zeregin guztiak segurtasun osoz egin ahal izateko. | De esta forma, el sistema queda instalado bajo el plano de trabajo, para poder ejecutar todos los trabajos de elaboración del forjado con total seguridad. |
Materiala: Segurtasun praktikoa eraikuntza-obretan |
|
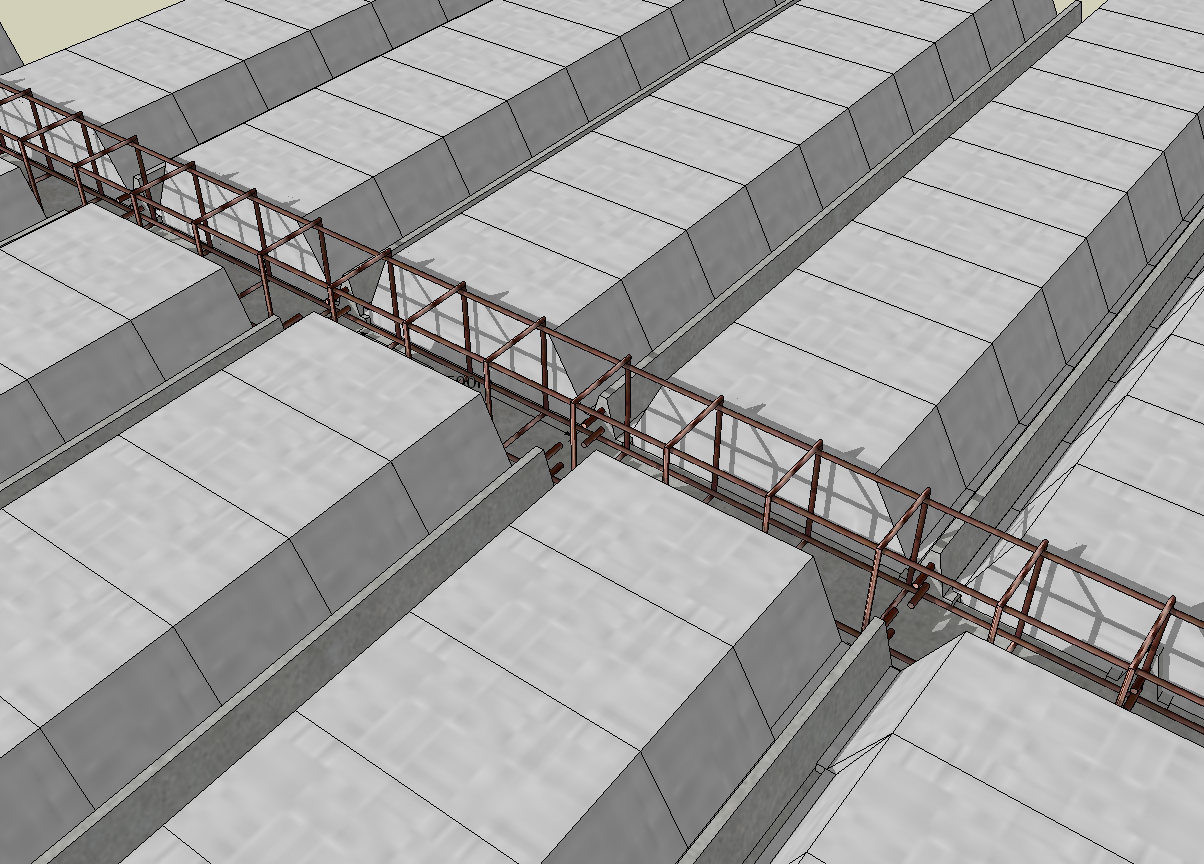
| Jarraian, forja inklinatua egiteko eman beharreko pauso guztien argazkiak jaso ditugu; altueratik erortzeko arriskua desagertzen dela ere ikusten da. | A continuación se muestran una serie de fotografías de todos los pasos de ejecución del forjado inclinado, eliminando el riesgo de caída a distinto nivel. |
Materiala: Segurtasun praktikoa eraikuntza-obretan |
|
| Modu horretara, forja inklinatua segurtasunez, azkar eta eraginkorki egin dugu; izan ere, forjarekin hasi aurretik instalatu eta egin beharreko lan guztiak amaitu ostean kentzen da. Gainera, erabilitako elementu guztiak berreskuratu eta berriz erabiltzeko modukoak dira. | De esta manera, hemos protegido la ejecución de un forjado inclinado con un sistema seguro, rápido de montar y muy efectivo, pues se instala "antes" de comenzar a ejecutar el forjado y se retira después de haber acabado todos los trabajados en esta cubierta inclinada, para finalmente recuperar todos los elementos del sistema utilizado. |
Materiala: Segurtasun praktikoa eraikuntza-obretan |
|
| eu testuak | es testuak | ||
| 2. BLOKEA. Forjaketa | BLOQUE 2 Forjado | ||
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|||
| Ondorengo irudian, doitasun-forjaketa bidez eta matrize itxiarekin egindako forjaketa konbentzionalaren bidez lortutako emaitzak aldera daitezke. Adibide honetan doitasun-forjaketak bizarrak kentzen ez baditu ere, murriztu egiten ditu. | En la figura siguiente se puede comparar los resultados obtenidos mediante un forjado de precisión y un forjado convencional con matriz cerrada, aunque el forjado de precisión en este ejemplo no elimina las rebabas, si las reduce. | ||
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|||
| Nolanahi ere, bizarrik gabeko forjaketak prozesuaren kontrolaren gaineko eskakizun zorrotzagoak ezartzen ditu matrize irekiarekin egindako forjaketak baino, esate baterako: | No obstante, el forjado sin rebaba impone requerimientos más exigentes sobre el control del proceso, que el forjado con matriz abierta, como: | ||
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|||
| Hona hemen forjaketa-eragiketen beste desberdintasun bat: matrizeak zenbateraino murrizten duen piezaren materialaren fluxua. | Otra diferencia en las operaciones de forjado es el rango en que la matriz restringe el flujo del material de la pieza. | ||
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|||
| Aplikazio mota horren ondorioa da pieza gehiago produzitzen direla tinkaketa bidez hotzean, epelean edo beroan beste edozein forjaketa-eragiketa bidez baino. | Consecuencia de este tipo de aplicaciones, es que se producen más piezas por recalcado -en frío, en tibio o en caliente- que por cualquier otra operación de forjado. | ||
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|||
| Forjaketa isotermikoa forjaketa konbentzionala baino garestiagoa da, forjatzeko zailak diren metaletarako (adibidez, titaniorako eta superaleazioetarako) eta pieza konplexuetarako gordetzen da. | El forjado isotérmico es más costoso que el forjado convencional y se reserva para metales difíciles de forjar, como el titanio y las superaleaciones, así como para piezas complejas. | ||
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|||
| gabiek, prentsek, forjaketa-matrizeek eta makina horietan erabiltzen diren erreminta bereziek, ekipamendu osagarriek (esaterako, materiala berotzeko labeek), materiala kargatzeko eta deskargatzeko gailu mekanikoek, eta matrize itxiarekin egindako forjaketaren bizarrak ezabatzeko muxarratze-estazioek. | martinetes, prensas, matrices de forjado y herramientas especiales que se usan en estas máquinas, equipos auxiliares como hornos para calentar el material, dispositivos mecánicos para cargar y descargar el material y estaciones de recorte para la eliminación de las rebabas del forjado con | Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
| Makinako forjaketan erabiltzen den ekipamendua honako makina hauek osatzen dute: | El equipo que se usa en el forjado -a máquina- consiste en máquinas clasificadas en: | ||
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|||
| Erradio txikiek metalaren fluxua mugatzeko eta estanparen gainazaletan erresistentzia areagotzeko joera dute forjaketa-prozesuan. | Los radios pequeños tienden a limitar el flujo del metal e incrementar la resistencia en las superficies de la estampa durante el forjado. | ||
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|||
| Matrize itxiarekin egindako forjaketan, bizarren sorkuntza faktore erabakigarria da, estanpa barruan presioa pilatzea eragiten baitu, eta horrek barrunbea betetzea eragozten baitu. | La formación de la rebaba es un factor crítico en el forjado con matriz cerrada, puesto que causa acumulación de presión dentro de la estampa que dificulta el llenado de la cavidad. | ||
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|||



