elektrohigadura Bilatu elektrohigadura testuinguru gehiagotan
elektrohigadura > electroerosión (20 testuinguru)
| eu testuak | es testuak |
| Elektrohigadura. | Electroerosión. |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
| alde batetik, zerraketa, zulaketa, torneaketa, fresaketa, mortasaketa, brotxaketa, arrabotaketa eta abar (prozedura horietan, txirbil-harroketa geometrikoki zehaztuta dauden tresnaren sorbatzen bidez lortzen da), eta, bestetik, artezketa, esmerilaketa, elektrohigadura, txartaketa eta laserra (prozesu horietan, sorbatzak ez daude zehaztuta). | aserrado, taladrado, torneado, fresado, mortajado, brochado, cepillado, etc., como procedimientos en los que el arranque de viruta se produce a través de los filos -determinados geométricamente- de la herramienta, y rectificado, esmerilado, electroerosión, bruñido y láser, como procesos con filos no determinados. |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
| Gaur egun, horrelako matrizeak zaharkituta geratu dira, hari bidezko elektrohigadura sartu zenetik edozein geometria konformatzeko erraztasuna ia amaigabea baita. | Este tipo de matrices actualmente ha caído en desuso desde la aparición de la electroerosión por hilo, ya que la facilidad de conformar cualquier geometría es prácticamente infinita. |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
| Elektrohigadura-makinak hedatu direnetik, eta horrelakoek eskaintzen dituzten prestazio handiak direla eta, oso aplikazio zehatzetarako baino ez dira erabiltzen pieza eratxikiak dituzten puntzoiak. | Desde que las máquinas de electroerosión se han ido difundiendo y debido a las grandes prestaciones que ofrecen, los punzones de piezas postizas han quedado limitados a unas aplicaciones muy concretas. |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
| Piezaren materialaren eta erremintaren arteko elkarreragina dela eta, ia ezinezkoa da gainazal baten "akabera ideala" lortzea mekanizazio-eragiketa gehienen bidez (urratzaileekin edo elektrohigadurarekin egiten diren prozesuetan izan ezik). | Es prácticamente imposible alcanzar el "acabado ideal" de una superficie mediante la mayoría de las operaciones de mecanizado, exceptuando los procesos con abrasivos o con electroerosión, debido a la interacción del material de la pieza con la herramienta. |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
| Kategoria horren barruan, fresaketa aldaera guztietan, arrabotaketa eta zerraketa klasikoak eta hari bidezko elektrohigadura sartzen dira. | En esta categoría se engloban las operaciones clásicas de fresado -con todas sus variantes-, cepillado y aserrado, así como las actuales de electroerosión por hilo. |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
| Forma horiek sortzeko eragiketa bereizgarriak kanpoko eta barneko torneaketa, zulaketa eta hari bidezko elektrohigadura dira. | Las operaciones características para producir estas formas, son el torneado exterior e interior, el taladrado y las actuales de electroerosión por hilo. |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
| Antzeko zerbait gertatzen da hari bidezko elektrohigadurarekin, haria (erreminta) pasatzen baita geometria profilatzeko. | Algo parecido pasa con la electroerosión por hilo, ya que es éste (herramienta) el que va pasando para perfilar la geometría. |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
| Egia da eragiketen eskaintza beste makina batzuekin zabal dezakegula, baina, oraingoz, errealistago deritzogu kontuan hartze institutuetako tailer guztietan elektrohigadura-makinarik, puntzonatzeko CNC makinarik, CNC tornurik edo fresatzeko CNC makinarik ez dagoela, baina adierazitako oinarrizkoak tailer guztietan daudela. | Cierto es que podríamos ampliar la oferta de operaciones sobre otras máquinas, pero de momento, nos parece más realista el planteamiento de que no todos los talleres de los institutos disponen de máquinas de electroerosión, punzonadoras CNC, tornos y fresadoras CNC, etc., pero sí creemos que las básicas ya mencionadas están a disposición en todos ellos. |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|
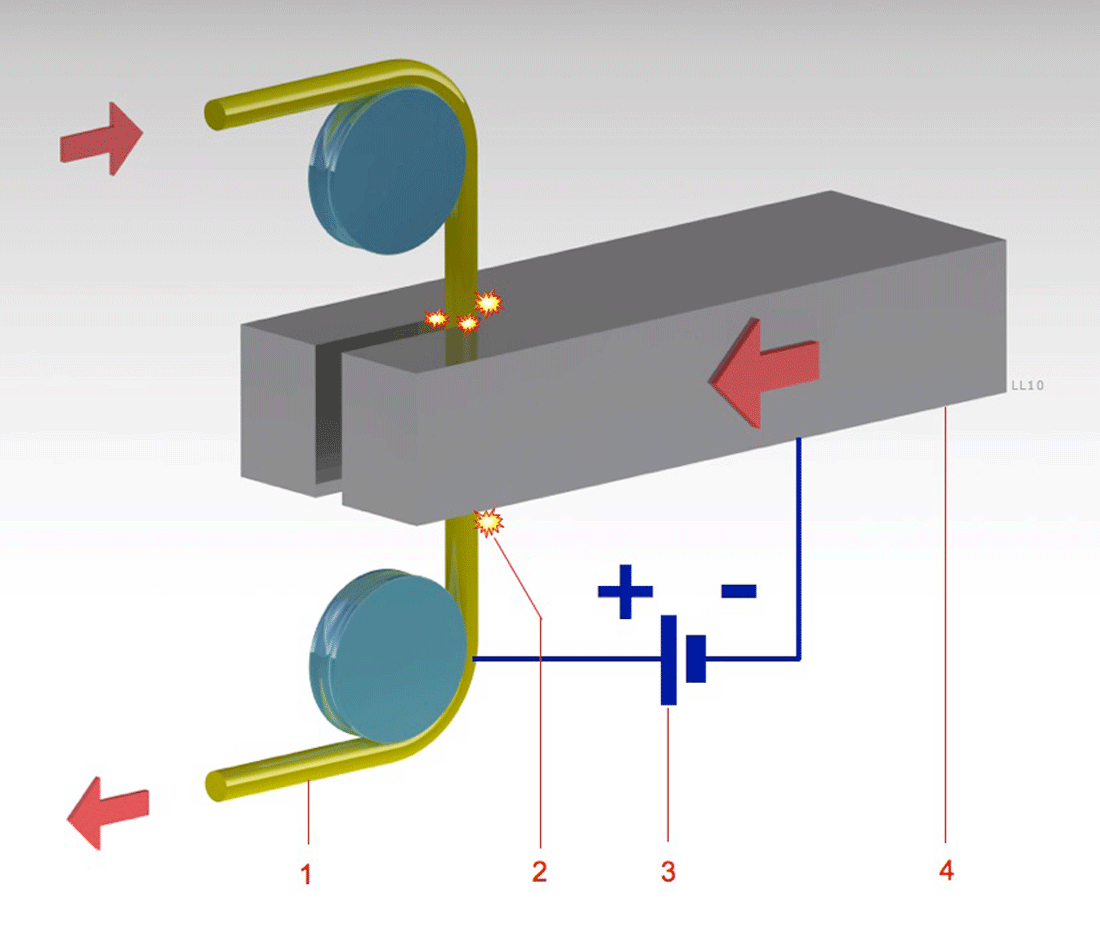
| Sarpen bidezko elektrohigaduran, piezarako higidura puntzoiak egin ohi du. Hari bidezko elektrohigaduran, berriz, hariak (hau da, puntzoiaren funtzioak betetzen dituenak) haril batetik besterako higidura zirkulatzailea baino ez du egiten, eta buruak hartzen ditu beharrezkoak diren inklinazioak (gainazal konikoen edo inklinatuen kasuan, adibidez). Beste bi ardatzen (X eta Y | En la electroerosión por penetración, habitualmente el movimiento hacia la pieza lo realiza el punzón, en cambio en la electroerosión por hilo, éste, que cumple -por comparación- las funciones del punzón, sólo tiene el movimiento circulante de una bobina a otra, siendo el cabezal el que toma las inclinaciones |
Materiala: Mekanizazio, konformazio eta muntaia prozesuen gauzatzea |
|



